
1、2 在电解抛光过程中,铅板被用作阴极,而待抛光的不锈钢工件则作为阳极操作环境参数包括温度约6065摄氏度,电流密度介于1025安培平方分米,电压维持在8至10伏特,处理时间通常为58分钟3 电解抛光的工艺流程包含以下步骤首先进行除油除锈活化处理,随后进行水洗,晾干,接着进入电解抛光环节,之后再。
2、电流密度与电压电流密度一般在1025安培平方分米,电压810伏抛光时间通常为58分钟,具体时间根据工件材质和厚度调整电解液条件需定期维护电解液,确保其清洁,防止金属离子沉淀电解液维护清洁油污彻底清除工件上的油污,以免影响抛光效果监控密度监控溶液的相对密度,确保其在适宜范围内补。
3、不锈钢电解抛光是一种专门用于不锈钢表面抛光的电镀工艺其具体操作包括以铅板作为阴极,工件作为阳极,温度设定在6065度之间,电流密度范围为1025安培平方分米,电压保持在810伏,处理时间通常为58分钟工艺流程通常包括以下几个步骤首先是除油除锈活化,随后是水洗,晾干,接着进行电解抛光,之。
4、电解液中的离子在电场的作用下移动到不锈钢表面,与表面发生化学反应,进一步促进表面的平滑化参数控制通过控制电流密度电解液成分和温度等参数,可以调整抛光效果,达到所需的表面光洁度抛光效果电解抛光过程中不锈钢的溶解是均匀的,不会改变材料的尺寸和形状可以去除不锈钢表面的氧化物油污和其。
5、不锈钢电解抛光配方磷酸560mll 硫酸400mll 铬酐50gl 明胶78gl 水40mll 阳极电流密度2050安平方分米 温度5565度 阴极材料铅 溶液密度176182 注磷酸采用密度为17的磷酸,硫酸采用密度为184的硫酸配置步骤1将计算量的水加入槽中2将计算量的。
6、不锈钢电解抛光对电源波形要求不是太严格,可选用可控硅或高频空载电压020v工作电压低于6v,抛光速度慢,光亮度不足电解槽及配套设施阳极棒可选用聚氯乙烯硬板材焊接而成在槽上装三根电极棒,中间为可移动的阳极棒,接电源阳极或正极,两侧为阴极棒,连接电源阴极负极加热设施及。
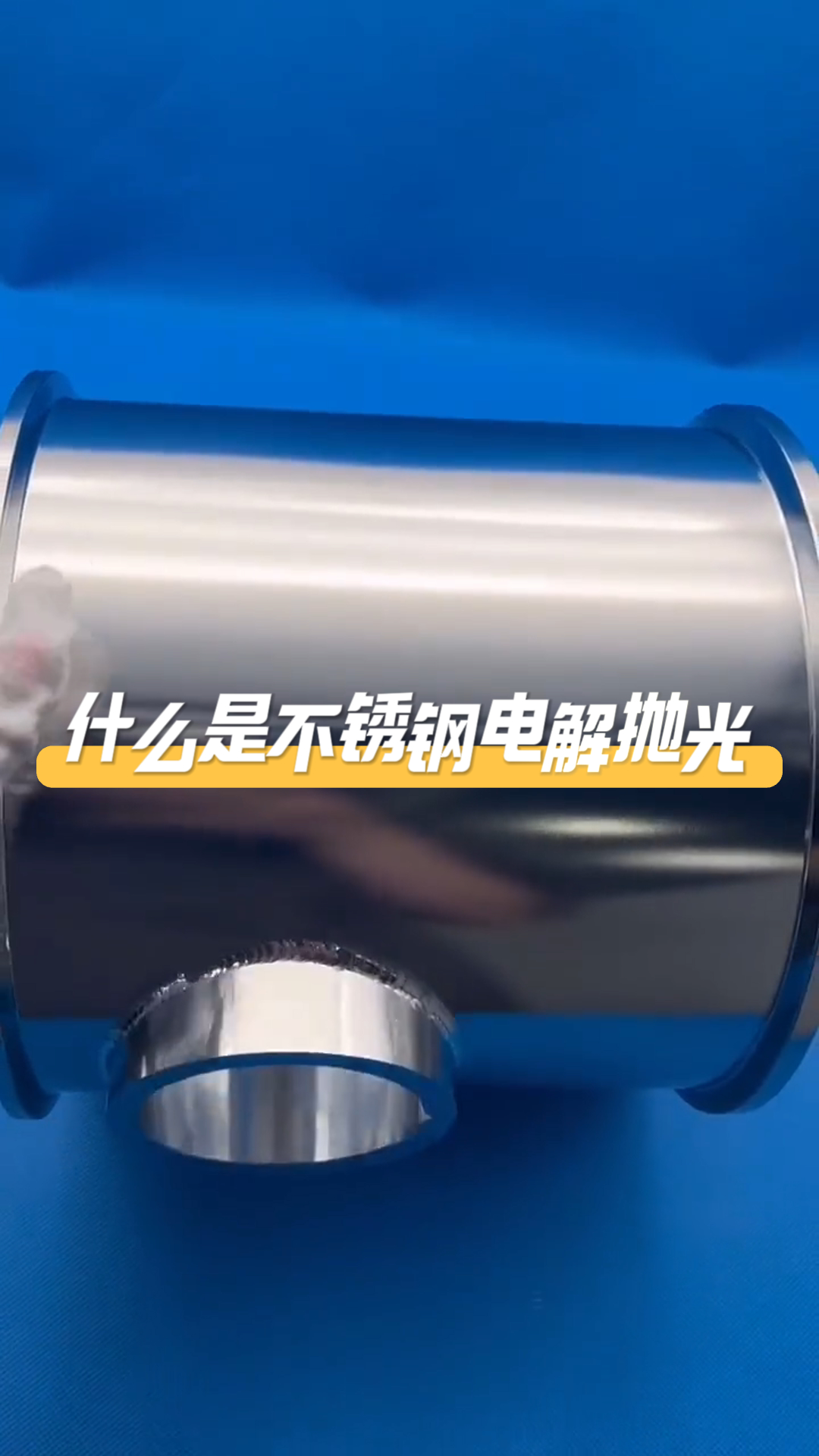
7、本品用于所有不锈钢200300和400系列奥氏体和马氏体材料的电解抛光,属于通用无铬光亮型配方用于提高工件表面的粗糙度和光泽度,效果明显抛光后的表面粗度可达Ra02~05μ接近镜面效果·光泽持久美观大方。
8、电解抛光参数不当电流密度过大如果电解抛光过程中的电流密度设置得过高,可能会导致不锈钢表面过度腐蚀,破坏原有的保护层,从而增加生锈的风险抛光时间过长同样,抛光时间过长也会加剧对不锈钢表面的腐蚀,使得保护层的完整性受损,导致生锈电解液选择不当电解液成分电解液的成分对抛光效果有。
9、在浸泡过程中,抛光液与不锈钢表面发生化学反应,溶解掉微观凸起部分,从而达到平整光亮的效果最后是电解抛光把不锈钢工件作为阳极,放入特定的电解液中,再设置合适的阴极,接通电源,形成电解回路通过控制电压电流密度和时间等参数,阳极的不锈钢表面会发生选择性溶解,微观凸起处溶解速度快,凹处溶解。
10、不锈钢电解全称为不锈钢电解抛光,是针对不锈钢工件表面进行光亮处理的一种工艺以下是关于不锈钢电解的详细解释工艺过程阳极与阴极设置以被抛工件为阳极,不溶性金属为阴极,两极同时浸入到电解槽中通电处理通以直流电,产生有选择性的阳极溶解表面整平工件表面逐渐整平,增大表面光亮度抛光。
11、5 电流通过电解槽时,不锈钢表面的微小凸起部分因电流密度高而优先溶解,使表面逐渐平滑6 电解液中的离子在电场作用下移动到不锈钢表面,与表面发生化学反应,促进平滑化7 通过控制电流密度电解液成分和温度等参数,可以调整抛光效果至所需的表面光洁度8 电解抛光过程中,不锈钢的溶解均匀,不。
12、控制电流过强或不足的电流会影响抛光效果,甚至对不锈钢表面造成损伤 控制电解抛光液的浓度和温度过高或过低的浓度和温度都会影响抛光效果总之,不锈钢电解抛光技术可以将不锈钢表面抛光成镜面为了达到较好的抛光效果,应选择适合的电解抛光液,并控制好电流密度温度浓度等参数。
13、不锈钢电解抛光是一种特殊的阳极过程,不锈钢制品表面同时进行着两个相互矛盾的过程,即金属表面氧化膜的不断生成和溶解在这个过程中,不锈钢制品表面凸起部位和凹洼部位化学成膜进入钝态的条件是不同的阳极溶解导致阳极区金属盐浓度不断增加,在制品表面形成一种高电阻率的稠性粘膜层这种粘膜在制品表面。
14、说实话,那很费劲我采用的工艺效果挺好的 具体可见不锈钢的电解抛光电解抛光原理我就不介绍,因为我的材料是304NG,304L,316L,主要都是核级的,研究电化学,所以需要把不锈钢表面的钝化膜去除,打磨的工艺我们以前也试过,效果怎么说呢,费力,我对打磨是最头疼的用酸性电解液强酸,将待。
15、机械抛光要做到04 真的很难,基本上需要磨床,但你是罐体上磨床也不是件很轻松的事情单纯的电解抛光要达到比较好的光洁度用小电流长时间为宜 从经济角度来讲,两者结合会更加经济,机械加工到16,然后再用电流略小的化学抛光至04。
16、不锈钢电解抛光主要包括四个步骤首先,去除工件表面的油渍和锈迹,确保表面清洁无污染,为后续的抛光提供良好的基础其次,将电解液加热至6075度,将不锈钢管固定于阳极,调整电压和电流,使抛光时间控制在35分钟这一步骤中,温度的精确控制至关重要,以保证抛光效果最后,使用高压水枪彻底清洗工件。

转载请注明来自昊展扬不锈钢制品,本文标题:《不锈钢板电解抛光效果》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...