
薄壁不锈钢管的焊接方法主要包括TIG焊钨极惰性气体保护焊MIGMAG焊熔化极惰性活性气体保护焊以及激光焊等以下是对这些焊接方法及其注意事项的详细介绍一焊接方法 TIG焊钨极惰性气体保护焊这种方法适用于薄壁不锈钢管的精密焊接,能够提供良好的焊缝质量和较;不锈钢管焊接需做好多方面准备与操作1 焊前准备要选合适的焊接材料,如与管材材质匹配的焊条或焊丝清理管材焊接部位,去除油污铁锈等杂质,保证焊接质量同时,根据管材厚度等确定合适的焊接参数,像焊接电流电压焊接速度等2 焊接过程常用的焊接方法有手工电弧焊氩弧焊等以氩弧焊;不锈钢焊管的焊接方式多样,主要包括氩弧焊气焊埋弧焊手工焊MIGMAG焊接和TIG焊接等氩弧焊因其良好的保护效果和高过渡系数,焊接后焊缝成形好,没有渣壳,表面光洁,适合于05~3mm厚的不锈钢薄板,手工钨极氩弧焊是其中应用最广的方式气焊则因其灵活性,适用于薄板结构和薄壁管等不锈钢;薄壁不锈钢管的连接方式主要有以下几种1 卡压式连接 原理通过专用的卡压工具,将不锈钢卡压管件与薄壁不锈钢管连接部位进行卡压,使其变形而达到密封和紧固的效果优点安装简便快捷,无需焊接,降低了施工难度和成本同时,卡压式连接具有良好的密封性和抗拉脱强度2 焊接式连接 原理通过氩。
答案D不锈钢管焊接一般可采用手工电弧焊及氩弧焊为确保内壁焊接成型平整光滑,薄壁管可采用钨极惰性气体保护焊,壁厚大于3mm时,应采用氩电联焊焊接材料应与母材化学成分相近,且应保证焊缝金属性能和晶间腐蚀性能不低于母材;由于MIGMAG焊接法的通用性和特殊性的优点,至今她仍然是世界上最为广泛的焊接方法,适用于钢非合金钢低合金钢和高合金为基的材料这使得它成为理想的生产和修复的焊接方法当焊接钢时,MAG可以满足只有06mm厚的薄规格钢板的要求这里使用的保护气体是活性气体,如二氧化碳或混合气体不锈钢MIG;活接式法兰连接适用于需要经常拆卸或维修的管道系统,便于安装和拆卸承插焊接式连接通过承插焊接将管材与管件连接在一起,具有较高的强度和密封性能焊接式连接通过焊接将管材与管件直接连接,适用于高压高温或需要高强度连接的场合二给水系统中薄壁不锈钢管的主要连接方法 在给水系统中。
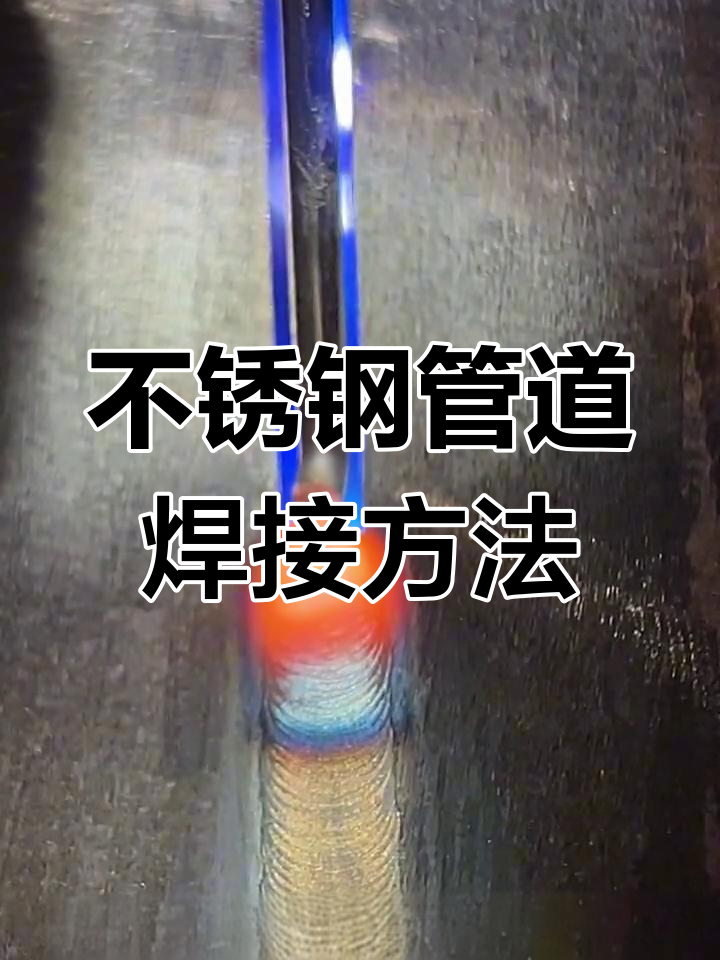
薄壁不锈钢管的焊接需要特别注意,采用左焊法,焊炬匀速前进,保持上下不跳动焊丝顺着焊口并贴紧焊口从熔池前沿加入,加入量视间隙与速度而定,尽量少加勤加,避免形成内凹或外凸焊接时,焊丝端部始终处于氩气保护范围内,以免氧化,也不应伸入熔池中搅乱氩气流焊接电流在40~100A之间,氩气流量8L;在一切准备就绪后,打开焊机并与氩气瓶连接,根据实际情况调整电流大小为了确保操作人员的安全,务必佩戴好防面具接下来,左手握住焊条,右手控制开关,将焊条对准需要焊接的不锈钢薄管部位,进行精准焊接焊接过程中,需要注意均匀施力,保持焊条与不锈钢薄管之间的适当距离,以确保焊接效果同时,焊接速度;不锈钢毛细管的焊接方法主要包括以下几种TIG焊钨极惰性气体保护焊原理利用钨极作为非熔化电极,惰性气体如氩气作为保护气体,通过电弧加热使不锈钢毛细管母材熔化,形成焊缝特点焊接质量高,焊缝成形美观,适用于薄板及细管的精密焊接激光焊原理利用高能激光束作为热源,使不锈钢毛细管。
不锈钢管的焊接方法主要可以采用氩弧焊以下是不锈钢管焊接的详细步骤和注意事项一焊接准备材料选择根据不锈钢管的材质和厚度,选择合适的焊丝和氩气一般来说,不锈钢管的焊接采用与管材相同材质的焊丝工件预处理确保不锈钢管表面清洁,无油污水分氧化物等杂质可以使用砂纸或钢丝刷进行打磨;不锈钢最常用的焊接方法包括手工焊MMA金属极气体保护焊MIGMAG和钨极惰性气体保护焊TIG手工焊适用于4mm以下的薄板,焊接时可根据焊件厚度选择焊接方法,4到6mm的对接焊缝可采用双面焊,6mm以上的焊件通常需要开V形或U形坡口焊接前,需对焊件和填充焊丝进行除油和去氧化皮处理,以确保;你这属于薄壁蜂窝状结焊接,建议考虑采用镍基钎焊膏进行钎焊钎焊,是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法采用电烙铁锡焊用气焊烧铜焊都属于钎焊镍基钎焊膏是一种专门用于不锈钢的钎焊料,呈膏状使用时想用胶水一样把工件粘。

一在洁净管道工程安装施工中,为确保高质量的焊接品质,薄壁不锈钢洁净管道通常采用氩弧焊自熔自动焊接工艺此方法涉及使用管道专用切割机进行下料平口机进行打磨,以确保管道焊接端口满足全自动焊接的要求,同时控制不锈钢管对口间隙在05mm以内二焊接过程中,为保证焊缝的内外部质量,采用管子内部;不锈钢管的焊接方法主要包括TIG焊钨极惰性气体保护焊MIG焊熔化极惰性气体保护焊手工电弧焊等以下是对这些焊接方法的详细介绍1 TIG焊钨极惰性气体保护焊原理利用钨极作为非熔化电极,惰性气体如氩气作为保护气体,通过电弧加热使母材和填充焊丝熔化形成焊缝优点焊接质量好。
转载请注明来自昊展扬不锈钢制品,本文标题:《不锈钢薄壁管焊接的焊接方法电流多少》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...