
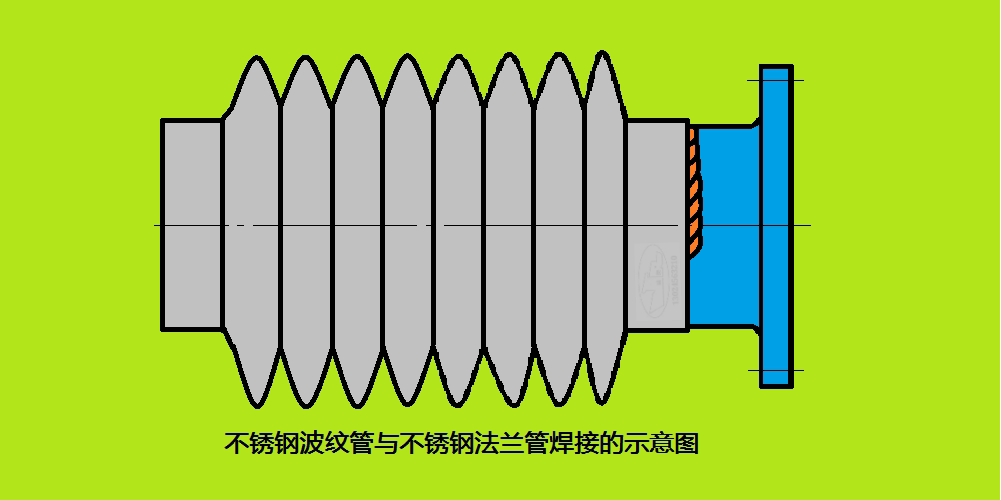
不锈钢的工艺是MMA和TIG焊,焊接保护气氛中需加入1%不锈钢具有高强度和高韧性;一管道立焊的焊法种类1 坡口焊缝的横焊针对坡口形状的焊缝,采用横向焊接的方法2 板材角焊缝的横焊针对板材角落部位的焊缝,采用横向焊接的方法3 板材角焊缝的立焊针对板材角落部位的焊缝,采用垂直焊接的方法4 坡口焊缝的仰焊针对坡口形状的焊缝,采用向上焊接的方法5 坡口;施焊时应由两名电焊工对称施焊,引弧要在坡口内采用划擦法,严禁在坡口以外管材表面引弧施焊时更换焊条应迅速,应在熔池未冷却前换完焊条,并再行引弧运条方法一般用直拉或小幅度摆动法,焊条与管壁夹角应持75至80度,与两侧成90度根焊完成后,应尽快进行热焊道焊接,层间间隔时间不宜超过;正圆圈形运条法适用于焊接厚焊件的平焊缝,焊条连续做正圆圈形运动并向前移动斜圆圈形运条方法与正圆圈形运条法相似,适用于骑座式管板仰焊,板状及管状45度斜位或厚板横向位的单面焊双面成形的打底焊这两种方法都有利于控制熔化金属的流动,确保焊缝成形良好;为什么要先用309L的焊丝过渡,然后才堆308L?答先用309L的焊丝形成过渡,其金相组织呈现奥氏体,可以避免两种金属的电偶腐蚀,然后用堆焊308L是正对所需的介质而定,这个焊接工艺很正确我们搞双金属复合管焊接就是这个焊接工艺;包括水平转动垂直固定平焊垂直固定仰焊水平固定和45度固定等多种位置,每种位置都有其特定的焊接要求和难度焊接技巧与注意事项在进行全位置焊接时,需要根据焊接位置和材料选择合适的焊条焊丝和焊接电流掌握正确的焊接角度和操作方法,确保焊缝成形良好,无缺陷注意安全防护,避免焊接过程中;在不锈钢和碳钢之间进行焊接时,需要使用适合该材料的合适的焊接方式最常见的方法是使用手工电焊和TIG焊接不过在使用这些方法时,需要对电焊电流和电压进行精确地控制,从而避免氢致裂纹和焊接接头腐蚀的问题此外,对于需要高强度和高可靠性的焊接,使用激光焊接或者等离子焊接等高级焊接技术是更为理想的;1板材对接焊缝平焊,代号1G横焊,代号2G立焊,代号3G仰焊,代号4G2管材对接焊缝水平转动,代号1G垂直固定,代号2G水平固定,代号5G5GX445度固定,代号6G6GX3管板角接头焊缝水平转动,代号2FRC垂直固定平焊,代号2FG垂直固定仰焊,代号4FG水平固定,代号。
1直线形运条法 这种运条方法焊接时,焊条不做横向摆动,仅沿焊接方向做直线移动常用于不开坡口的对接平焊多层多道焊2直线往复运条方法 焊条末端沿焊缝的纵向作直线形摆动,这种运条方法的焊接速度快,焊缝成形窄,适用于间隙较窄的平焊位置的单面焊双面成形,特别适合于不锈钢的焊接,有利于在焊;这里的重点是确保焊接接头的力学性能和耐腐蚀性满足要求,而A302焊条在这方面表现良好焊接工艺虽然提到氩弧焊焊接是一种常用的焊接方法,但A302焊条同样适用于其他焊接工艺,只要能够确保焊接质量和接头的性能综上所述,A302焊条是换热器管板焊接的一个合适选择,能够满足焊接接头的力学性能和耐腐蚀性;强度胀+密封焊”形式 注意事项 先胀后焊对管子和管板清洁度要求高,避免了焊接对胀接的不利影响,但需注意焊接对胀接部位的影响 先焊后胀对管子与管板间隙有更高要求,以保证胀接质量,避免损伤焊接接头在设计与制造过程中,需充分考虑连接方式的优劣以确保换热器的稳定性和效率。
方法,1装配及定位焊 装配时,应保证管子内壁与板孔同心,不错边定位焊可采用2 点固定,焊缝长度不得超过10 mm,要求背面成形作为打底层焊缝的一部分根部间隙3~35 mm2打底层焊接 选定始焊位置时,应该在保持正确焊条角度图3102的前提下,尽量向左侧转动手臂和手腕。
操作技术要求1打底可用内填丝法和外填丝法,外填丝法中可用连续填丝法和断续填丝法内填丝法要领为坡口内引弧后将始焊部位的坡口根部熔化,从管内把焊丝填充到坡口上部钝边处,焊枪由坡口上部钝边摆动到下部钝边,摆动速度要慢些,然后快速回到上部钝边,把焊丝端部熔化成熔滴后,焊枪再向坡口;由于不锈钢和铝的物理性质差异较大,无法通过熔焊方式进行焊接在这种情况下,可以考虑使用钎焊方法然而,钎焊的强度较低,仅适用于对强度要求不高的场合,并需要依赖特定的焊接结构,例如管料套接管与棒套接,或者是管板套接等这些方法可以实现焊接,但通常仅用于简单的固定和密封,而不应作为承载;1 装配及定位焊在装配时,确保管子内壁与板孔同心,避免错边定位焊可以采用两点固定,焊缝长度不超过10毫米,并且要求背面成形作为底层焊缝的一部分根部间隙应控制在3至35毫米之间2 打底层焊接选择始焊位置时,应在保持正确的焊条角度的前提下,尽量向左侧转动手臂和手腕首先在左侧的定位;一坡口焊缝的横焊这是一种焊接方式,焊接过程中焊条或电弧在坡口焊缝的侧面进行移动,形成横向焊缝二板材角焊缝的横焊或管板管角焊缝的横焊这种焊接方法是在板材的角部或管板的角部管子的角部进行横向焊接三板材角焊缝的立焊立焊是在板材的角部进行焊接,焊条或电弧垂直于。
转载请注明来自昊展扬不锈钢制品,本文标题:《不锈钢管板焊接方法与技巧视频》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...