
1、304不锈钢酸洗液20%硝酸+5%氢氟酸+75%水304不锈钢钝化液5%硝酸+2%重铬酸钾十93%水酸洗钝化液二合一20%硝酸+10%氢氟酸+70%水酸洗钝化膏二合一配方盐酸20毫升,水100毫升,硝酸30毫升,澎润土150克搅拌成糊状。
2、酸洗液的基本配方通常为20%硝酸5%氢氟酸以及75%的水这类溶液主要用于去除不锈钢表面的锈迹和污垢对于更为细致的保护处理,可以使用钝化液,其配方为5%硝酸2%重铬酸钾及93%的水,有助于提升不锈钢的耐腐蚀性能此外,市场上还有一种酸洗钝化液的二合一配方,其组成比例为20%硝酸10%氢氟酸以及70%。
3、酸洗钝化溶液及膏的配方1 酸洗液配方硝酸比重14220%,氢氟酸为5%,其余为水以上为体积百分比2 酸洗膏配方盐酸比重11920毫升,水100毫升,硝酸比重14230毫升,膨润土150克3 钝化液配方硝酸比重1425%,重铬酸钾4克,其余为水以上休积百分比,钝化温度为室温。
4、1 针对304不锈钢无缝管固熔后表面和内壁的黑色氧化物处理,通常采用固溶酸洗的方法2 该过程涉及使用不锈钢酸洗液和钝化液,以及相关的配方,来清洗管材表面的氧化物3 经过酸洗处理后,不锈钢管表面通常会恢复到酸白色4 常用的酸洗液配方包括20%的硝酸5%的氢氟酸和75%的水5 钝化液的配。
5、不锈钢酸洗液和钝化及相关配方 酸洗液钝化液及酸洗膏配方 酸洗液20%硝酸+5%氢氟酸+75%水 钝化液5%硝酸+2%重铬酸钾十93%水 酸洗钝化液二合一20%硝酸+10%氢氟酸+70%水 酸洗钝化膏二合一配方盐酸20毫升,水100毫升,硝酸30毫升,澎润土150克搅拌成糊状。
6、钝化液5%硝酸+2%重铬酸钾十93%水 酸洗钝化液二合一20%硝酸+10%氢氟酸+70%水 酸洗钝化膏二合一配方盐酸20毫升,水100毫升,硝酸30毫升,澎润土150克搅拌成糊状酸洗钝化处理的常规工艺过程 为确保酸洗钝化质量,酸洗钝化首先需考虑采用酸洗钝化液浸泡的方式,在不便于采用液体浸泡的情况下,才考虑。
7、a 粉剂配方 酸性除油剂核心母料210 草酸9098 生产流程将核心母料与草酸混合,搅拌均匀即可b 水剂配方 酸性除油剂核心母料210 盐酸13 水8797 防腐剂色素香精适量 生产流程将核心母料水防腐剂色素和香精混合,搅拌均匀即可。
8、43现场检修中的酸洗钝化处理在精制对苯二甲酸PTA,聚乙烯醇PVA,腈纶,醋酸等生产装置的设备材料中,大量使用奥氏体不锈钢316L317304L,由于物料都含有ClBr SCN甲酸等有害离子,或由于污垢物料结聚,会对设备产生点蚀缝隙腐蚀与焊缝腐蚀在停车检修时可以对设备或部件进行全面或局部酸洗钝化。
9、铬不锈钢盘条酸洗配方一般包括以下主要化学药剂盐酸浓度约为1020%硝酸浓度约为510%氢氟酸浓度约为35%漂白粉 具体的酸洗配方如下加入适量的盐酸和硝酸,并调整其浓度和比例,以达到最佳的酸洗效果通常来说,盐酸和硝酸的比例大概为51或61加入少量的氢氟酸,以帮助去除铬不锈钢。
10、成分差异 1 201不锈钢含有较高的锰含量,大约15%的铬和5%的镍而304不锈钢的标准配方是18%的铬和9%的镍耐腐蚀性差异 2 由于锰含量高,201不锈钢表面光泽度好,但相对容易生锈相比之下,304不锈钢含铬量较多,表面较为暗淡,不易生锈应用领域差异 3 201不锈钢适合用于装饰性管道和一些浅。
11、化学方法,机械方法1用酸洗膏或喷雾辅助其锈蚀部位重新钝化形成氧化铬薄膜使其重新恢复耐腐蚀能力,酸洗之后,为了去除所有的污染物和酸残留物,用清水进行适当的冲洗非常重要一切处理后用抛光设备重新抛光,用抛光腊封闭即可2喷砂清理,用玻璃或陶瓷微粒喷丸清理,湮没,刷洗和抛光,用机械方法有。
12、3 不锈钢表面氧化膜在机械加工不到的区域形成,进入钝化槽后可能以海绵状黑色残渣的形式吸附在表面4 这些残渣增加了阴极区的有效面积,并对腐蚀有催化作用,导致发黑面积迅速扩大,钝化膜层无法形成5 钝化液的配方和常规工艺过程对于保证酸洗钝化质量至关重要6 应优先考虑使用酸洗钝化液浸泡的。
13、不锈钢304酸洗,需要的时间与你使用的药水的配方浓度不锈钢材质是否是国标不锈钢酸洗温度不锈钢表面的氧化物多少等等有关系想要了解更多不锈钢表面处理知识可以进入百度账号主页进行详细咨询一般情况下如果使用市面上的酸洗液或不锈钢酸洗钝化液ID4008的话一般5~15分钟即可获得统一的银白色光亮效果。
14、材质不会变304不锈钢钝化处理好是还原工件本色,呈现出304不锈钢本色的自然光泽钝化处理后不会改变工件的任何尺寸和颜色,有效保护工件的美观与精度酸洗钝化因其使用成本低药液可重复使用增加产品附加值有效降低企业成本被不锈钢企业广泛使用。
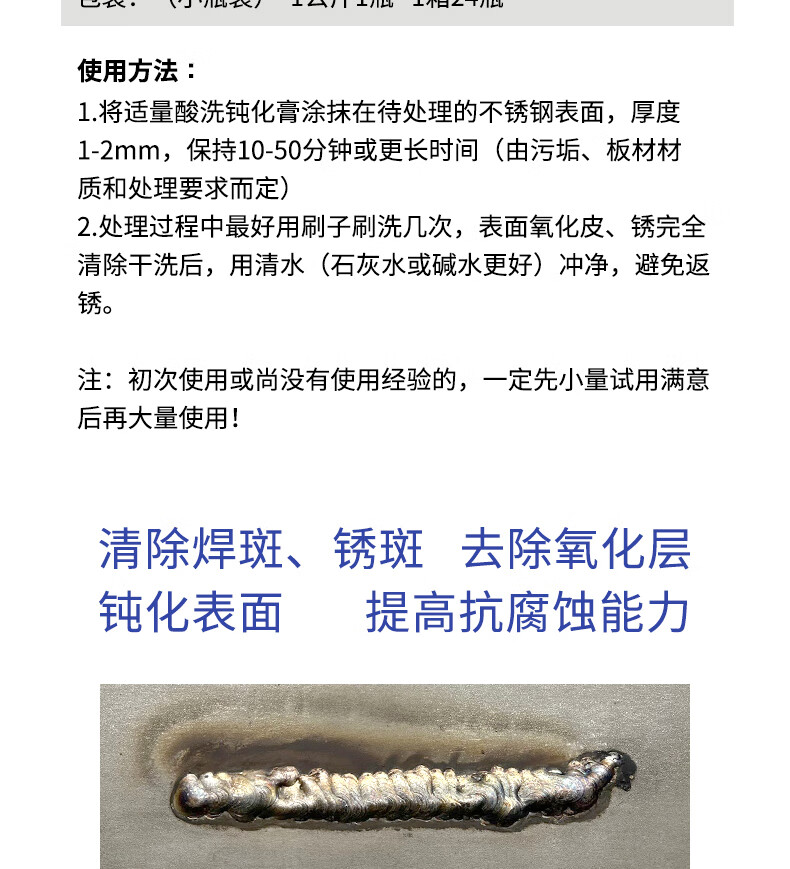
15、处理前先对焊件进行表面清理和修补,将表面损伤的地方修补好,用手提砂轮磨光,最后把焊缝上的渣打壳和近旁的飞溅物清除干净酸洗的目的是去除氧化皮因为经热加工的不锈钢如热压的封头及焊接热影响区都会产生一层氧化皮,影响其耐腐蚀性酸洗有酸液酸洗和酸膏酸洗两种方法浸洗酸液配方硝酸。
转载请注明来自昊展扬不锈钢制品,本文标题:《不锈钢304酸洗后生锈》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...