
电焊机焊接不厚度大于1mm的不锈钢,采用电弧焊与不锈钢焊条结合厚度超过1mm的不锈钢,通过电弧焊与不锈钢焊条进行焊接小于1mm的不锈钢应用氩弧焊焊接根据铁皮厚度,合理调节焊接电流和选用适合直径的焊条铁皮厚度小于1mm时,电焊焊接不太适宜,常采用“段焊”初学者若掌握不好引弧规律,多练习即可;普通焊条焊接不锈钢时,需要选择使用直流焊机来完成,且普通焊条的直径需要达到2mm,才能达到较好的效果且避免了普通焊条焊接会产生的缝隙生锈的问题,确保了长久的使用开始焊接工作的时候,需要先将收缩量比较大的焊缝给焊接好,接着焊接重逢,最后在进行环缝的焊接工作注意,除了使用普通焊条焊接不锈钢。
普通焊条不能焊接不锈钢,普通的焊条的防锈蚀性能会影响产品的质量,在强度级别上也是不一样,特别的强度硬度要求,普通的焊条达不到;普通焊条能焊不锈钢,只是焊缝以后会生锈焊条由焊芯及药皮两部分构成其种类不同,焊芯也不同焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少焊接碳钢及低合金钢的焊芯, 一般都选用低碳钢作为焊芯,并添加锰硅铬镍等成分采用低碳的原因一方面是含碳量低时钢丝。
不锈钢焊接技巧 1手工焊MMA手工焊是一种在不锈钢加工中非常普遍的易于使用的焊接方法电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小同时,当作为电弧载体时,电焊条也是焊缝填充材料这种焊接方法很简单,可以用来焊接合肥不锈钢加工几乎所有材料对于室外使用,它有很好;普通焊机焊接不锈钢需要掌握一定的技巧首先,选择焊接方法至关重要如果条件允许,建议使用直流焊机,因为其焊接效果更佳焊条的选择也十分重要,对于2mm直径的焊条,推荐使用奥氏体或铁素体不锈钢焊条,具体尺寸和长度可选2253245毫米,长度分别为200250300350400毫米。
5焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm为佳,过长则保护效果不好6对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护7为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可。
怎样用普通焊条焊不锈钢
2 TIG焊接 TIG焊接是一种非熔化极气体保护电弧焊方法,主要利用高纯度氩气作为保护介质,通过钨电极产生的电弧来熔化母材和填充焊丝这种方法适用于薄板及厚度较大的不锈钢焊接,焊缝质量高且美观它广泛应用于精密仪器石油化工等领域但操作相对复杂,对设备和工艺要求较高3 MIGMAG焊接 MIGMAG。
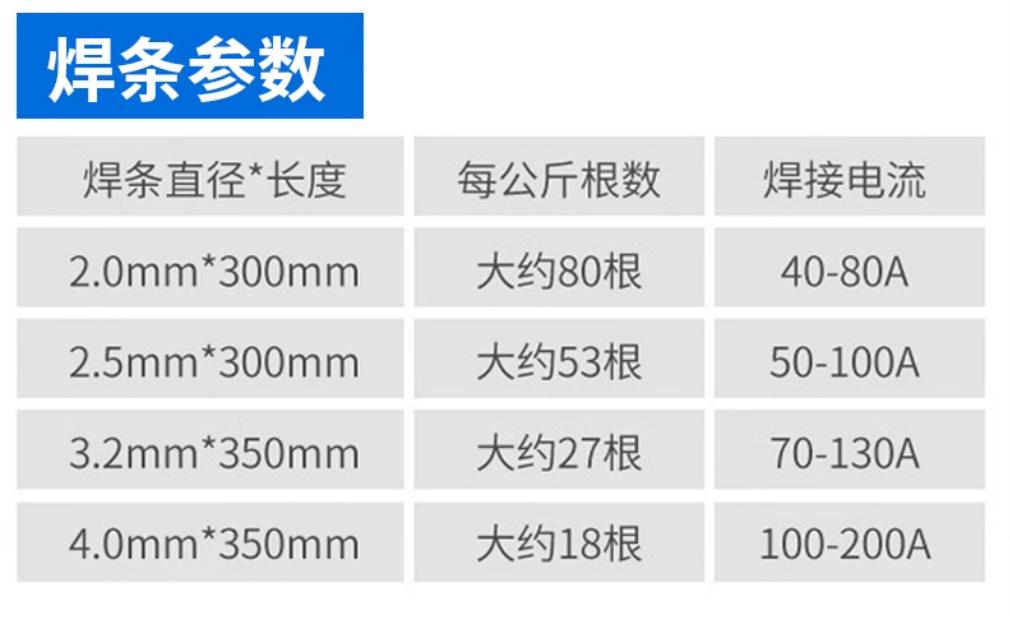
具体焊接方法如下1 对于直流焊机,推荐选用直径为2mm的电焊条,适合奥氏体或铁素体不锈钢焊条常用的焊条尺寸包括2mm25mm32mm4mm5mm等,长度则有200mm250mm300mm350mm400mm等电流的大小应根据具体构件来选择2 气体保护焊机与普通焊机的差别在于,气体保护焊机利用惰性气体。
1 铁和不锈钢可以通过焊接方法连接在一起,但需要选择合适的焊接材料通常建议使用镍或镍合金作为填充材料2 铁与不锈钢的焊接,理论上应采用扩散焊技术实际操作中,可以通过氩弧焊实现焊接,甚至使用普通电焊和不锈钢焊条也能够焊接,但这要求焊工具备较高的技术水平3 为了确保焊接的稳定性,建议。
电焊焊接不锈钢的方法如下选择合适的焊机直流焊机是焊接不锈钢的较好选择,因为它能提供稳定的电流,有助于获得良好的焊接质量准备焊条对于不锈钢的焊接,可选用奥氏体不锈钢焊条或铁素体不锈钢焊条焊条尺寸可根据实际需要选择,常见的有2mm25mm32mm4mm5mm等直径长度则可根据个人习惯。
可以是可以,就是效果不是很理想。
2埋弧自动焊,将焊接电弧用一层颗粒状的可熔化焊剂覆盖在下面电弧光不外露的一种焊接方法目前主要用于奥氏体不锈钢中厚板的焊接,其特点是焊接电流大,熔深大,工件的坡口可较小焊接速度快,生产效率高焊缝金属凝固较慢,液体金属与熔化的焊剂间有较多的时间进行冶金反应,减少了焊缝中产生气孔;1使用合适的电焊机,比如ZX7150等小型逆变电源电焊机2使用合适的电焊条,比如直径25mm的低碳钢电焊条3把电焊机调到50A左右的焊接电流4做好薄铁板的反变形工作5尽量选择平焊6每焊一下,停留合适的熔池冷却时间,再焊第二下7焊接时,掌握好焊接角度二注意事项1。
普通焊条,特别是普通的焊条焊条或者低合金的碳钢焊条不能焊接不锈钢,防腐性能达不到的,焊接以后使用会出问题的。
转载请注明来自昊展扬不锈钢制品,本文标题:《焊不锈钢的焊条是什么型号的》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...