
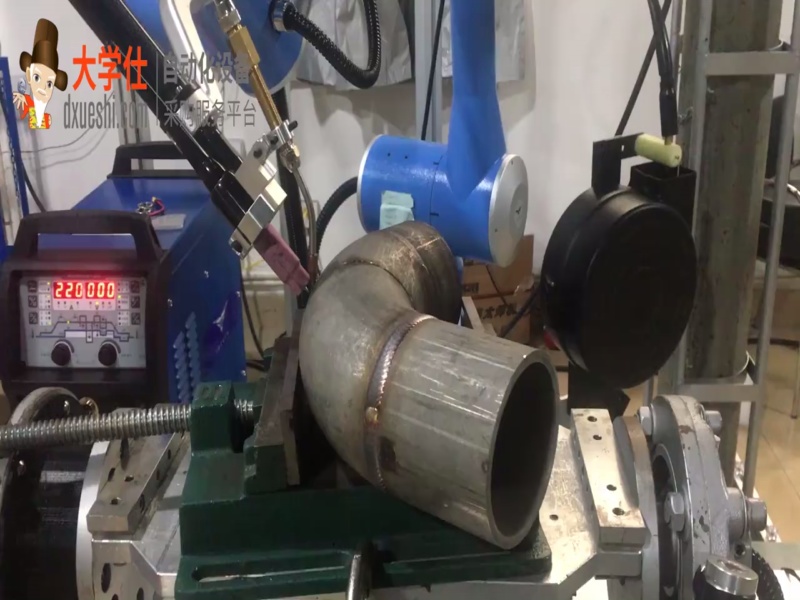
一在洁净管道工程安装施工中,为确保高质量的焊接品质,薄壁不锈钢洁净管道通常采用氩弧焊自熔自动焊接工艺此方法涉及使用管道专用切割机进行下料平口机进行打磨,以确保管道焊接端口满足全自动焊接的要求,同时控制不锈钢管对口间隙在05mm以内二焊接过程中,为保证焊缝的内外部质量,采用。
薄壁不锈钢水管连接方式 卡压式连接 首先,你要知道不锈钢水管卡压式有分为“单卡压”和“双卡压”两种双卡压是最为稳定的一种连接方式采用液压钳的方式将管件卡紧在管子上,并通过O型密封圈的止水,达到连接效果操作便捷,密封性好,不可拆卸承插焊式连接 这是将不锈钢管子插入管件中,然后。
由于大口径管挤压连接的可靠性难以保障,迄今为止,除环压以外的其它挤压技术只能做DN100以下的管道连接,100以上均采用焊接沟槽或法兰连接,只有环压技术实现了从DN15做到DN150的冷挤压连接,因此薄壁不锈钢水管连接方式优先选择环压连接。
一不锈钢双卡压式连接卡压式连接是以带有密封圈的承口管件连接管道,用专用工具压紧管口而起密封和紧固作用的一种连接方式卡压式管件的基本组成是端部U型槽内装有O型密封圈的特殊形状的管接件组装时,将不锈钢管插入管件中,用专用封压工具封压,封压部分的管件管子被挤压成六角形,从而形成。
1自熔法焊接对接焊每个插弧焊缝互相重叠50%,以消除弧坑插孔现象钨极伸长度4~50mm 2加丝法焊接每个焊缝互相重叠30%即可,以能加快焊接速度3 自熔法角焊,平均焊接电流比对接自熔应稍大,电流小无法复合如电流偏小两角熔合不良或无法熔合断弧每个熔池互相重叠50%即可钨极伸出长度8。
缝隙”中 6如果是用不锈钢作为焊料进行焊接,其状况就不同了,焊料的不锈钢会与被焊接的不锈钢形成新的金属键连接,而不是以“填塞”似的方式将焊料元素“填塞”在已有的元素“缝隙”中的 7所以,最好是用不锈钢作为焊料,或者改变方式用激光进行自熔焊接不用焊料影响。
一种既节能又高效的漆包线焊接方法,能解决漆包线焊接工艺上所面临的大部分难题工作原理通过电解水,将生成的氢气和氧气从水中提取出来以氢气为燃料,氧气作为助燃料然后利用氢氧焰漆包线焊接机对所需焊接的漆包线部位进行局部焊接的一种焊接新工艺。
浦东新区卡压式不锈钢管件定制公司卡压式管件成本较低,工程安装简单,施工速度快不锈钢卡压式管件公称通径有DN15,DNN25,DN32,DN40,DN50,DN65,DN80,DN100 根据国家标准的CECS1532003建筑给bai水薄壁不锈钢管管道工程技du术规程,按照规定中的zhi3013表规定的,卡压连接的薄壁不dao锈钢管较大。
连接方式为直通弯头三通等管接头最好别焊接,因为焊接时镀锌层会挥发,有毒的 一些要求较低的地方如公园等设施也用PVC管,这样的成本较低,安装也方便现在好的小区房子和酒店开始用不锈钢管和质量较好的PVC管国外大多数用不锈钢,可以焊接,主要是用自动氩弧焊自熔对接或搭接 可以。
漆包线焊接方法 一起了解一下 1给配置电解液在不绣钢的容器内加入水和电解粉氢氧化钾略加搅拌,溶解过程中有热量产生,自然冷却10分钟左右待用其电解粉与水的比例为14注电解液为强碱性溶液,有腐蚀性,请务必使用耐强碱容器,如陶瓷玻璃容器等2加注电解液1。
承插焊接式 连接原理将管材插入管件,然后延管件延边,一圈做氩弧焊连接,使管材管件自熔成一体优缺点1 连接可靠,是所有连接方式中可靠的连接方式,几乎不需要维护2 成本低,相比其他连接方式该类产品造价低3 规格齐全,该类管件规格齐全卡压式 连接原理采用径向收缩外力液压钳将管件。
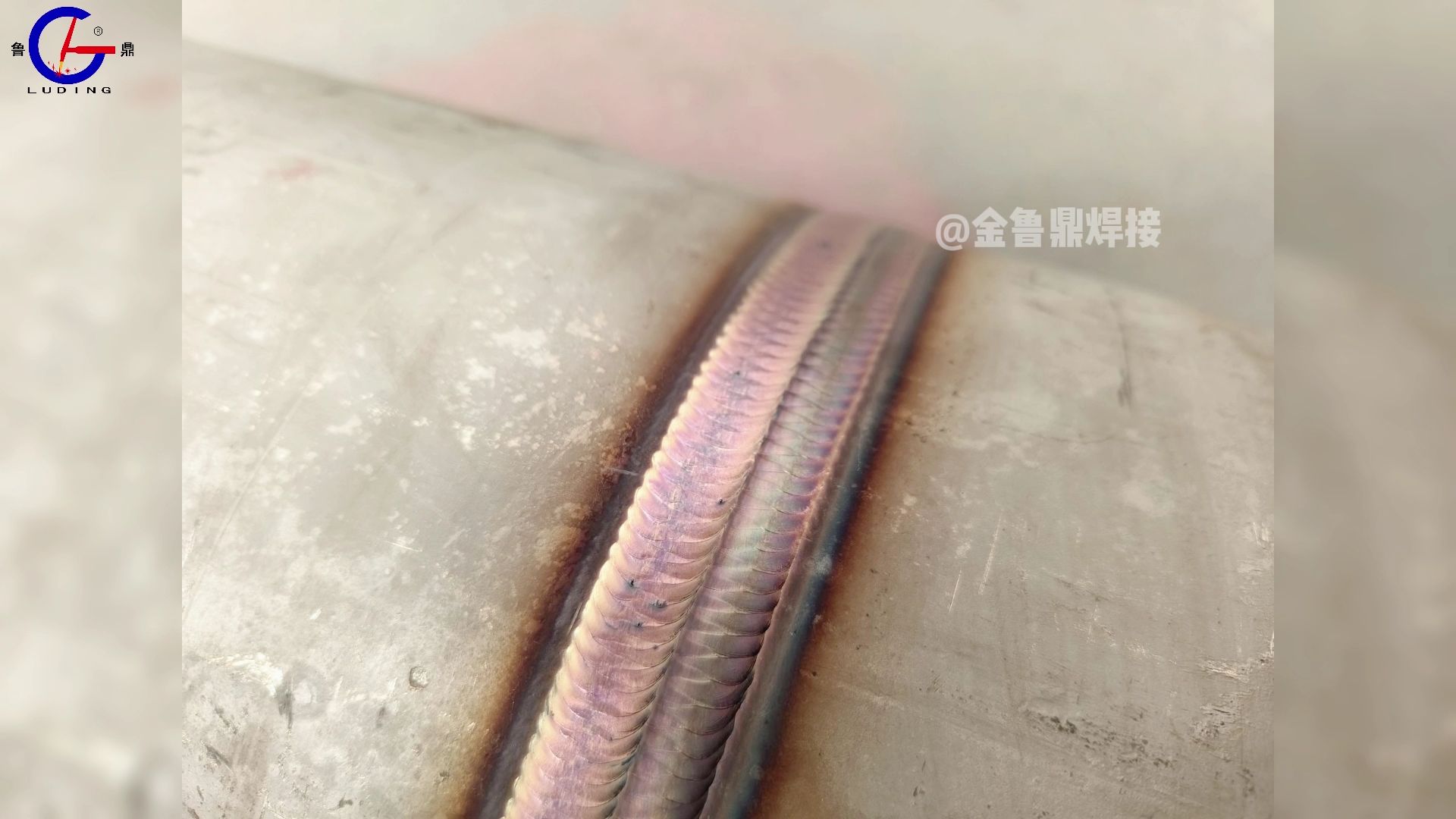
承插焊式连接 这是将不锈钢管子插入管件中,然后将不锈钢管件延长一个圆圈进行氩弧焊连接,使不锈钢管件自熔为一体连接可靠,基本不需要维护但在承插焊不锈钢管件生产过程中,不锈钢管件的接头位置是通过类似于卡压式不锈钢管件的水胀工艺进行胀接的沟槽式连接 沟槽式连接是通过拧紧管件的螺母,使得。
缝隙”中 6如果是用不锈钢作为焊料进行焊接,其状况就不同了,焊料的不锈钢会与被焊接的不锈钢形成新的金属键连接,而不是以“填塞”似的方式将焊料元素“填塞”在已有的元素“缝隙”中的 7所以,最好是用不锈钢作为焊料,或者改变方式用激光进行自熔焊接不用焊料。
细薄壁不锈钢管通常指管径φ5~50mm,壁厚δ03~10mm,其焊接接头形式有细管与细管焊接,细管与粗管焊接包括管交叉焊接和同轴心焊接,最难焊的问题是易烧穿塌陷,为此必须采取一定的工艺措施 比如,焊接装配方式是这样的细管与细管对接可采用卷边翻边的形式,利用氩弧自熔或适当添丝焊接细管与粗管。
转载请注明来自昊展扬不锈钢制品,本文标题:《薄不锈钢管焊接方法视频2025近期排名前十名分析》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...