
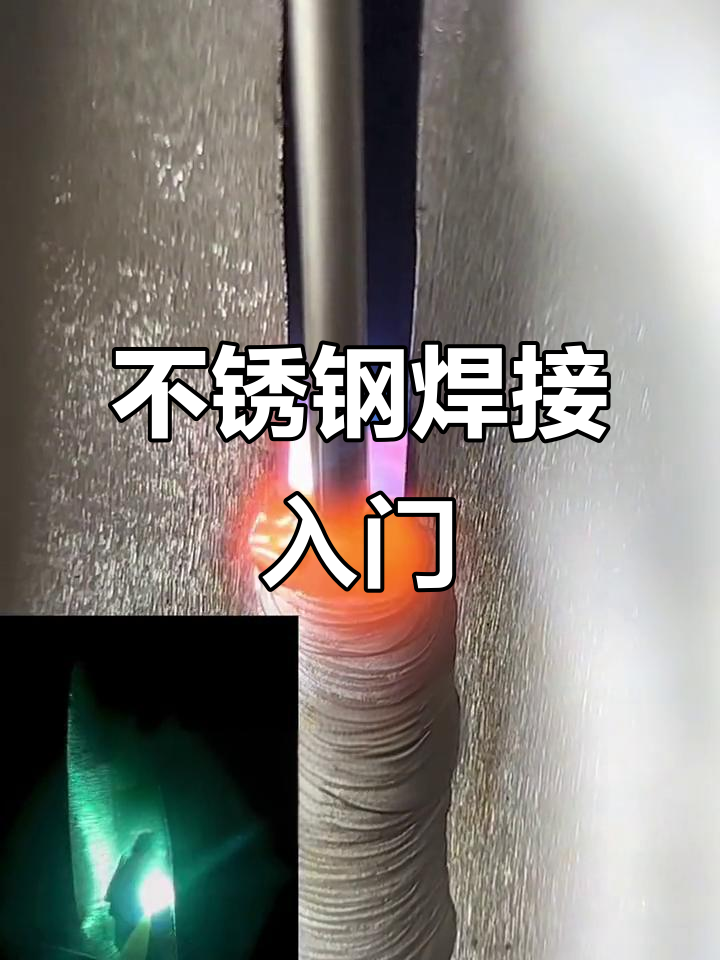
1、视频教程 焊接不锈钢最简单方法如下1准备焊接材料和工具 我们在焊接不锈钢时要准备好不锈钢焊条电焊机防护面具助焊剂磨砂机清洁剂抹布等等不同类型的不锈钢其焊接的焊条是不一样的,比如说马氏体不锈钢可选择G202,G217焊条等等在使用电焊机前,我们还需检查一下电焊机电线绝缘皮有。
2、5焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm为佳,过长则保护效果不好6对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护7为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽。
3、不锈钢焊接初学教程主要包括以下几个要点1 焊前准备 材料处理对于4mm以下的厚度,无需开坡口,可直接焊接,并单面一次焊透4到6mm厚度对接焊缝可采用不开坡口接头双面焊6mm以上厚度,一般需开V或UX形坡口 清洁焊件对焊件及填充焊丝进行除油和去氧化皮处理,以保证焊接质量2 焊接参数。
4、一不锈钢焊条焊接方法 1 使用垂直外特性的电源,在直流焊接时,应选择正极性焊丝接负极这种方法适合于焊接6mm以下薄板,能产生美观的焊缝成型和较小的焊接变形量2 保护气体选用氩气,纯度需达到9999%焊接电流在50~150A时,氩气流量应为8~10Lmin当电流为150~250A时,氩气流量应为。
5、不锈钢最常用的焊接方法是手工焊MMA,其次是金属极气体保护焊MIGMAG和钨极惰性气体保护焊TIG焊前准备4mm一下的厚度不用开破口,直接焊接,单面一次焊透4到6 mm厚度对接焊缝可采用不开破口接头双面焊6 mm以上,一般开V或U,X形坡口其次对焊件,填充焊丝进行除油和去氧化。
6、不锈钢焊接的方法及技巧如下一焊接前的准备 清理焊缝在焊接前,必须彻底清理焊缝及其周围的油污锈迹等杂质,以确保焊接质量二焊接过程中的技巧 保持氩气纯净使用纯净的氩气作为保护气体,可以有效防止焊缝氧化,使焊接效果无色差,提高焊接质量减小焊件之间的缝隙尽量减小焊件之间的缝隙,缝隙。
7、不锈钢立焊的正确方法如下电源选择应选用垂直外特性的电源,且在采用直流时应设置为正极性,这种方法特别适合焊接厚度在6毫米以下的薄板保护气体应选择纯度达到9999%的氩气作为保护气体当焊接电流在50至150安时,氩气流量应控制在8至10升分钟电流在150至250安时,氩气流量需提升至12至15升。
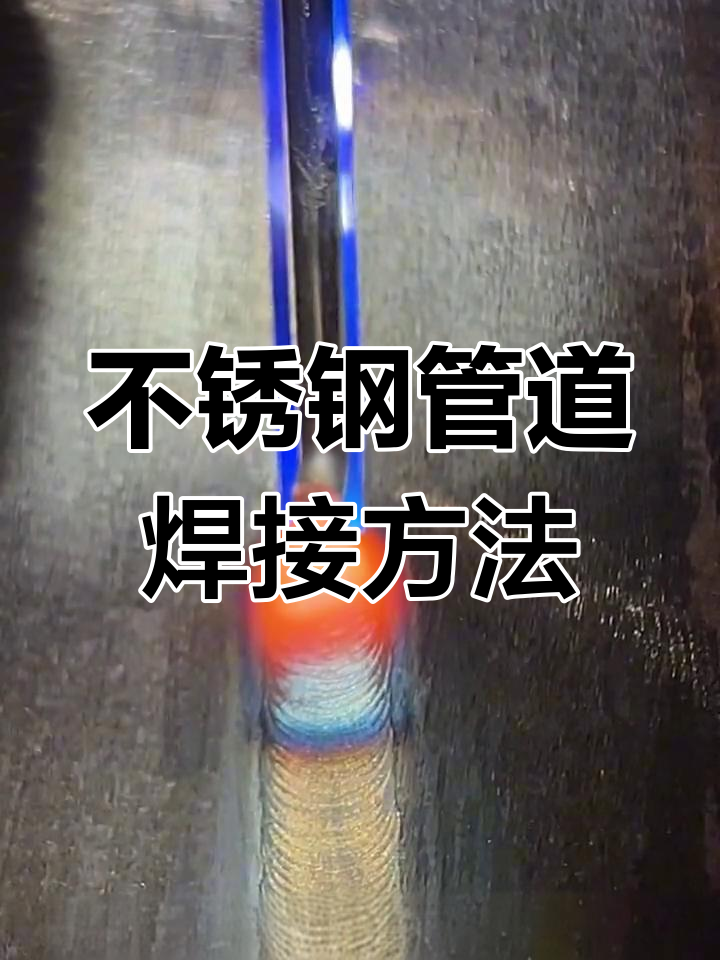
8、焊接不锈钢时,保护气体必须是纯度达9999%的氩气当焊接电流在50~150A之间时,氩气流量应设定为8~10Lmin电流在150~250A之间时,氩气流量则需调整为12~15Lmin钨极应从气体喷嘴中适当伸出,长度以4~5mm为宜在角焊或遮蔽性较差的地方,长度可调至2~3mm当焊接深度较大时,则应延长至5~6mm。
9、薄不锈钢板用什么焊机薄板不锈钢适合使用仿激光冷焊机焊接,效果较好不锈钢薄板在使用氩弧焊焊接后常有变形咬边的问题,市场常用的焊机难以解决,这是由于氩弧焊焊接时产生的高温对母材造成较大冲击导致的因此,薄板焊接较好的选择是仿激光冷焊机二保焊焊不锈钢技巧 二保焊机焊接不锈钢效率很高,配。
10、不锈钢焊条的焊接方法与技巧主要包括以下几点一不锈钢TIG焊方法与技巧 电源选择采用垂直外特性的电源,直流时采用正极性保护气体使用纯度为9999%的氩气作为保护气体,根据焊接电流调整氩气流量钨极突出长度钨极从气体喷嘴突出的长度以4~5mm为佳,根据焊接位置稍作调整焊接部位清洁焊接前。
11、熔化极惰性气体维护焊是焊接不锈钢最为遍及的一种办法,熔化极气体维护焊又分为熔化极惰性气体维护焊熔化极氧化性混合气体维护焊co2气体维护焊和药芯焊丝气休维护焊 通常选用惰性气体的氩氦或它们的混合气体作为焊接区的维护气体,因为焊丝表面没有涂料层,电流可大大提高,因此母材熔深大,焊丝熔化速度快,熔敷率。
12、1 不锈钢的氧焊是一种精密的焊接技术,它对焊接材料和操作技巧的要求极高2 在焊接不锈钢时,常采用含银焊丝,并配合使用助焊剂或助焊膏以提高焊接质量3 由于银焊丝成本较高,有时会选用成本较低的替代银焊接方法,例如使用WEWELDING46威欧丁46焊接材料4 WEWELDING46的焊接温度高于银焊。
13、6 焊接完成后,进行锤击,使焊渣脱落亦可使用纯压缩空气或水冲洗等方法清除管内焊渣,以获得干净的金黄色焊缝二电焊盖面手法 1 本件焊接采用底层氩弧焊和表层电弧焊两层结构2 盖面焊使用A132不锈钢焊条,直径为32mm,焊接电流控制在80~120A3 鉴于本焊接位置为全位置焊接,宜采用。
14、在进行手工氩弧焊焊接薄不锈钢时,控制电流大小至关重要板材厚度决定了电流的大小,因此根据板材的厚度来调整电流是第一步例如,当焊接06至12毫米的不锈钢板材时,选择12毫米的钨针更为合适,这不仅是因为钨针的直径适合此厚度的板材,更重要的是钨针需要磨得很尖,以便更好地引导电流,确保。
15、304不锈钢焊接,如果采用氩弧焊焊接的话就用ER304的不锈钢焊丝焊接如果采用火焰钎焊的话,硬钎焊就采用WEWELDING46的焊丝焊接熔点偏高,强度要高如果是采用火焰钎焊,软钎焊的话就采用WEWELDING88C的焊丝配合WEWELDING88CF的助焊剂焊接,熔点低,适合不太考虑强度要求的场合下使用304 是一种通用性的。
转载请注明来自昊展扬不锈钢制品,本文标题:《焊不锈钢技巧视频教程全集》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...