
GCr15钢材的热处理主要是淬火和低温回火GCr15钢材是一种高碳铬轴承钢,其热处理过程旨在获得高硬度高耐磨性和良好韧性的组织淬火是将钢材加热到Ac3或Ac1以上某一温度,保持一定时间后,以适当速度冷却获得马氏体或贝氏体组织的热处理工艺对于GCr15钢材,通常采用淬火处理来提高其硬度和耐磨性;轴承钢做刀不错,都能做砍刀了回火的时候温度低一点就可以,200多度应该比较合适GCR15球化退火工艺加热到790810度保温24小时等温700720度保温13小时,随炉冷至500度出炉空冷淬火温度850C油淬回火温度240C 保温90120分钟硬度HRC59我们用65锰做刀,硬度韧性都好,用铬。
在完成淬火后,接下来是回火步骤,回火温度一般控制在180至200度之间,持续时间为2小时热处理过程非常复杂,通常还需要进行金相检验和理化检验等专业步骤如果你不是这方面的专业人士,建议不要自己尝试,因为轴承钢过热后处理非常麻烦,一旦出错可能会导致废品批量产生,造成巨大损失出于安全和效率的考虑;达到预定温度后,需进行适当的保温,使材料内部组织充分均匀化,保温时间依据钢材尺寸和形状而定,一般在几十分钟到数小时不等接着是淬火冷却,这一步骤对钢材性能影响极大将保温后的轴承钢迅速取出,放入选定的淬火介质中冷却如果选择水作为淬火介质,冷却速度快,能获得较高的硬度,但容易产生较大。
达到淬火温度后,要进行保温,使钢材整体温度均匀一致,保温时间根据钢材的尺寸和形状而定,一般在15 30分钟左右接着是冷却环节,这是淬火关键步骤选择合适的冷却介质,如油或水基淬火液油冷相对温和,能减少淬火应力,降低裂纹产生几率,适合形状复杂的刀具水冷速度快,能获得较高硬度,但容易。
轴承钢低温回火温度与时间
冷却速度快,硬度均匀但应力大,可能有锈蚀,以及机油减小变形和开裂,适用于非碳钢,油温在60~80度等回火是保证轴承钢性能的关键步骤,采用低温回火,温度范围在150~250度这可以在保持高硬度和耐磨性的同时,降低内应力和脆性,防止在使用过程中出现崩裂或过早损坏,硬度保持在HRC 58~64。
盐溶液冷却速度是水的十倍,硬度高而均匀,但组织应力大,有一定的锈蚀作用温度小于60度无油轴承碱溶液苛性纳水溶液腐蚀性大,适应范围小C油包括机油,锭子油,变压器油,柴油等可减小变形与开裂不适用碳钢油温度在60~~80度,最高不超过100~120度四回火温度轴承钢采用低温。
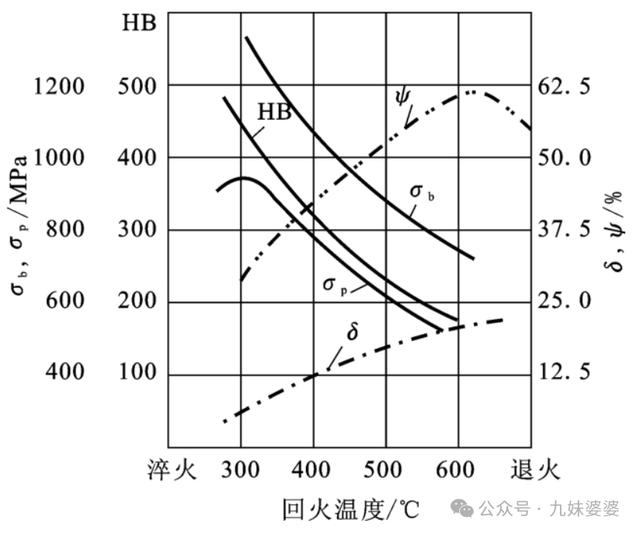
轴承回火温度与硬度的关系
11501120终缎温度850800度 温加工时,应避免200~400度的蓝脆区热加工时,应避免进入高温脆区大于1250应尽量避免进入热脆区800~~950度锻后热处理 1锻后预先热处理球化退火最终热处理淬火+低温回火2球化退火目的降低硬度,便于加工,为淬火做准备球化退火过程。
180200是亮黄色,220280暗黄色280350是蓝黑色。
GCr15 为轴承钢材料,在有效壁厚小于20mm 以下,油淬火达到硬度没问题,淬火温度取决于壁厚,基本在来说830860淬火,回火170180 都能达到60HRC以上。

退火轴承钢的剪断强度是多少这是一种特殊的钢材,通常用于制造耐磨度高而坚韧度要求不高的刀具,如猎刀其淬火温度为850摄氏度,油淬后回火温度为240摄氏度,保温90120分钟,硬度可达到HRC59这种钢材的锻造温度应在黄热阶段,发白则表示温度过高,容易锻裂在热处理前,钢料应全身烧至浅黄色再风冷至暗红色,然后埋。
回火的时候温度低一点就可以,200多度应该比较合适 GCR15球化退火工艺加热到790810度保温24小时等温700720度保温13小时,随炉冷至500度出炉空冷 淬火温度850C油淬 回火温度240C 保温90120分钟硬度HRC59具体如下 一淬火钢的定义 淬火钢是指钢件经过热处理后获得马氏体。
转载请注明来自昊展扬不锈钢制品,本文标题:《轴承钢回火温度与颜色对照表》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...