
适用于PPR管等塑料管道的连接,加热功率需根据管材外径选择 技巧操作时需确保加热功率与管材外径匹配,加热时间充足且均匀,同时注意管道切割的平整度和对接的准确性以上是管道焊接的主要技巧手法,每种方法都有其特点和适用范围,在实际操作中需根据具体情况选择合适的焊接方法并遵循相应的操作技巧。
手法说明利用瓷嘴两侧依靠焊道两侧坡口作为支撑点,手腕带动焊枪瓷嘴左右交替挤压向前焊接适用场景适合一些厚壁管道的打底与填充焊接,通过稳定的钨针摆动和可调整的焊枪行走速度,确保焊缝质量飘把焊技巧手法说明利用右手中指与无名指作为支撑点,将焊枪托起,使瓷嘴脱离焊道到手腕,推动焊枪向前。
选择适当的焊条,根据管道材质和厚度进行选择 采用适当的焊接方法,如手工电弧焊,进行焊接 注意控制焊接速度,保持焊道均匀,避免产生气孔或裂纹 根据需要,进行多层焊接,每层焊接后都要清理焊渣3 焊接后的检查 检查焊缝是否平整,有无缺陷 进行外观检查,确保无裂纹未熔合等。
不锈钢管道焊接的要求及注意事项如下一焊接要求 焊接方法选择不锈钢管的焊接方法多样,包括电弧焊高频或低频电阻焊气焊炉焊等,具体选择应根据管道的材质厚度使用条件以及焊接效率等因素综合考虑焊接电源与极性采用平特性焊接电源,直流焊接时应使用反极性,以确保焊接过程的稳定性和焊缝。

常用不锈钢焊接方法对不锈钢最常用的焊接方法是手工焊MMA,其次是金属极气体保护焊MIGMAG和钨极惰性气体保护焊TIG1 手工焊MMA手工焊是一种非常普遍的易于使用的焊接方法电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小同时,当作为电弧载体时,电焊条也是。
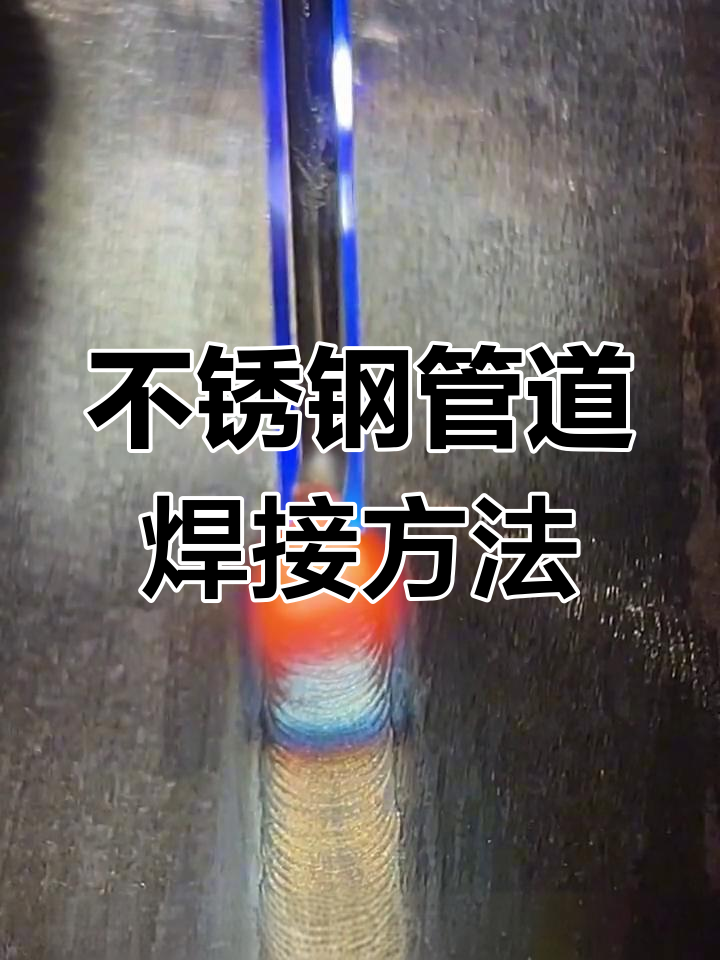
151 打底层焊接管道平焊段起焊前估计坡口间隙焊接速度收缩量大小电弧起点选择上0°点左右两侧40°,预留间隙35mm焊接电流90A,引燃电弧后过钝边,少量液态金属过渡,迅速熄灭,落弧B侧,贴钝边稳弧,形成基点熔池,快速抬起,B点亮熔池暗色时再落弧A点,循环操作152 填充层焊接。
转载请注明来自昊展扬不锈钢制品,本文标题:《不锈钢管道手把焊接方法》

 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...