
焊接不锈钢方管厚壁螺旋钢管时,管内应通惰性气体进行净化,焊接时焊缝附近区域必须持续有氩气保护焊接不锈钢方管钢管时,需用TIG焊打底使用不锈钢方管材质的砂轮和钢丝刷等进行打磨和清理工作四 焊后处理焊后应对焊缝及近缝区做酸洗钝化处理酸洗钝化步骤如下将焊缝表面清理干净再将酸洗。
常用不锈钢焊接方法对不锈钢最常用的焊接方法是手工焊MMA,其次是金属极气体保护焊MIGMAG和钨极惰性气体保护焊TIG1 手工焊MMA手工焊是一种非常普遍的易于使用的焊接方法电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小同时,当作为电弧载体时,电焊条也是。

管道探伤手的工作中,焊接技巧是不可或缺的一环选择焊接方法和设备时,应依据管道的材质与规格比如,对于不锈钢材质的管道,可能需要使用TIG焊或MIG焊,而对于碳钢材质,则可能更适合使用电弧焊因此,焊工需具备一定的专业知识,以便做出正确选择焊接过程中,必须严格遵循焊接程序,以避免出现诸如裂纹。

适用于PPR管等塑料管道的连接,加热功率需根据管材外径选择 技巧操作时需确保加热功率与管材外径匹配,加热时间充足且均匀,同时注意管道切割的平整度和对接的准确性以上是管道焊接的主要技巧手法,每种方法都有其特点和适用范围,在实际操作中需根据具体情况选择合适的焊接方法并遵循相应的操作技巧。
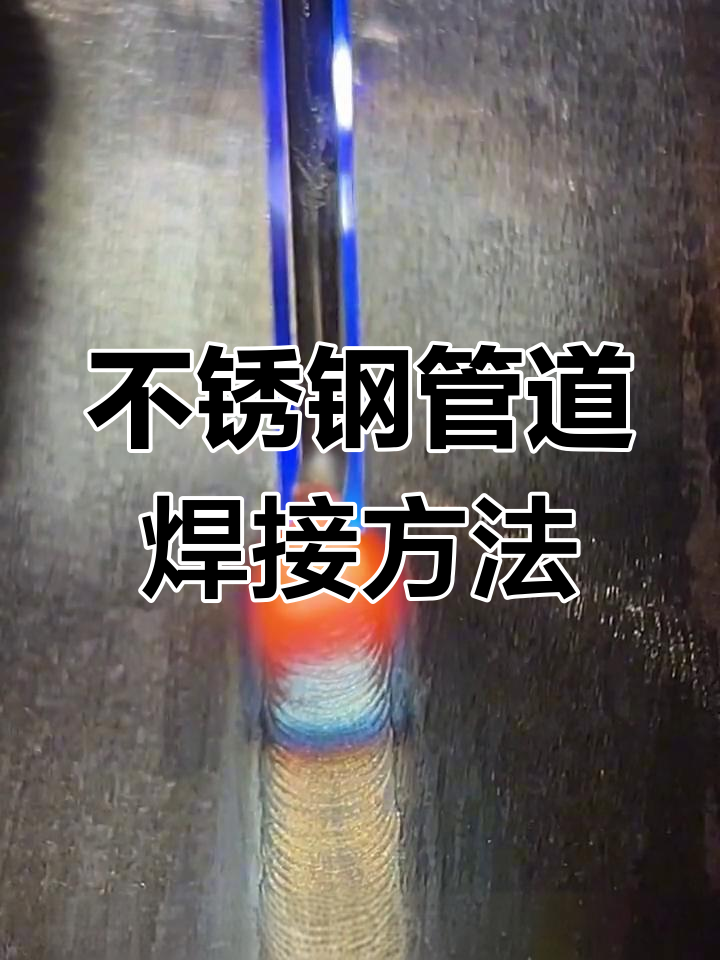
一304不锈钢管道氩弧焊打底手法 1 在坡口面上引弧,迅速退至坡根始焊点通常在6点位置前约10mm处,当观察到开始熔化时,立即填充焊丝,确保焊丝与母材同步熔化,此时可见熔液与熔渣均匀通过坡口流向管内,形成熔孔2 焊枪进行轻微的锯齿形摆动,缓缓向上移动,焊丝全程置于氩气保护之下,并紧贴。
也可采用非熔化极氩弧焊,适用于薄壁件焊接,可以获得良好的接头,力学性能可靠,且无需开坡口钨极载流能力有限,但电流不能太大,焊接质量依然有保障氩弧焊适用于易氧化的有色金属和合金钢的焊接,如AlMgTi及其合金和不锈钢,单面焊双面成形,如打底焊和管子焊接采用氩弧焊打底工艺,可以。
转载请注明来自昊展扬不锈钢制品,本文标题:《手把焊不锈钢管焊接技术,手把焊不锈钢管焊接技术》
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...